3.8.1 Pitch Error Compensation of Rotary Axis
If within "Machine Parameter → Axis → Check Item" dialog box pick [ √ ] Rotary Axis option. This axis is set as rotary axis, the pitch error compensation of this axis used the pitch error compensation method of the rotary axis.
The maximum circumference rotary angle of rotary axis is determined by the positive soft limit, if the value is large than 360000, then it is as 360000. If the soft positive limit setting is set as 180000, then it represents 180°.
The rotary axis pitch error compensation is as following:
1. |
If positive software limit is the factory setting value 9999999, then a circle is 360000°. |
2. |
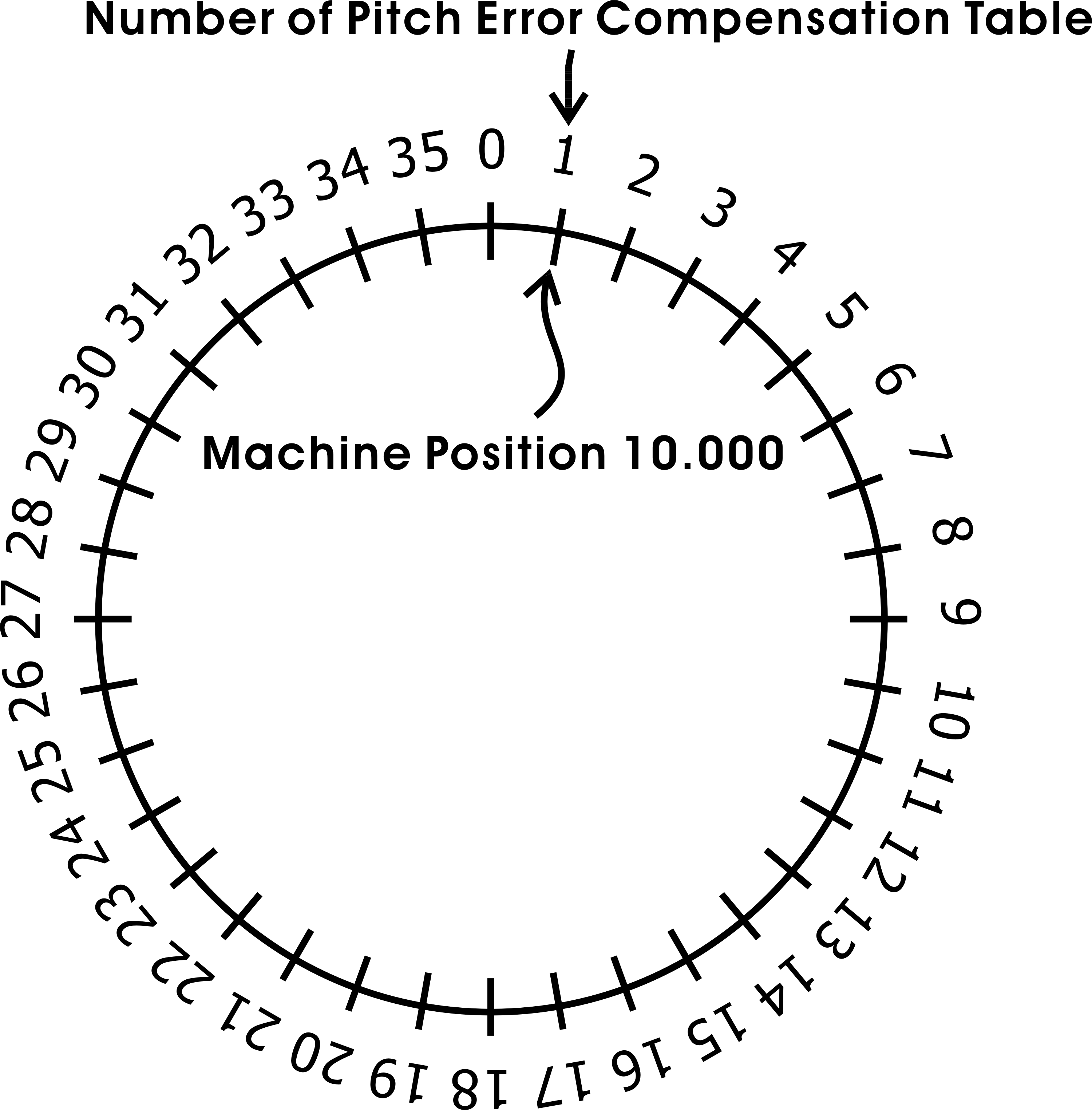
Pitch error compensation section length is 10000, one round of rotary axis is split to 36 sections (360000/10000 = 36). |
3. |
Next, put pitch error compensation values from number 1 to number 35 compensation column of table. If number 1 compensation column value was 5, the CNC controller will at machine position 10.000°, 370.000° or -350.000°…etc (the machine position is N × 360 + 10, N is integer) compensate pitch error value 5, this is how to compensate rotary axis pitch error. |
Note: |
The positive pitch error compensation and negative pitch error compensation of the rotary axis are same as linear axis. Detail of positive/negative pitch error compensation value setting method, please refer to Backlash Measurement of Laser Instrument and Pitch Error Compensation and Pitch Error and Negative Pitch Error Compensation. |
Pitch Error Compensation of Rotary Axis