3.6.2 Rigidity Tapping Spindle Close Loop Control Mode Usage Explain
First, the purpose:
Prevent when rpm of rigid tapping has changed, because the material of the work piece change or the tapping diameter change, causing tapping depth not correctly.
Second, the machine has the conditions:
1. |
Driver comes with servo mode, when control speed rate is larger than 1000:1 the respond of speed command is fast, as the driver control the server motor. |
2. |
Driver positive and negative spin control method as: driver run connection point, positive and negative 10V analogy inputs. |
3. |
Spindle encoder resolution per round must be 1024 pulse. |
4. |
When driver is at rigid tapping, inside the driver of spindle acceleration deceleration setting must be 0. |
5. |
Press ALT+F8 to change to diagnosis page, to check when doing spindle positive spin, the SDA of the CNC controller (spindle voltage output) is positive value, SEN (spindle encoder) value needs to increasing, spindle actual speed must be in coalition with order, negative spinning while conducting negative spin, the CNC controller SDA is negative value (Hex Fxx), SEN value to decrease, the spindle actual spinning speed is negative value. |
6. |
If SDA and SEN (spindle encoder feedback) value and fifth point description are opposite, please put spindle encoder return signal line A, /A exchange. |
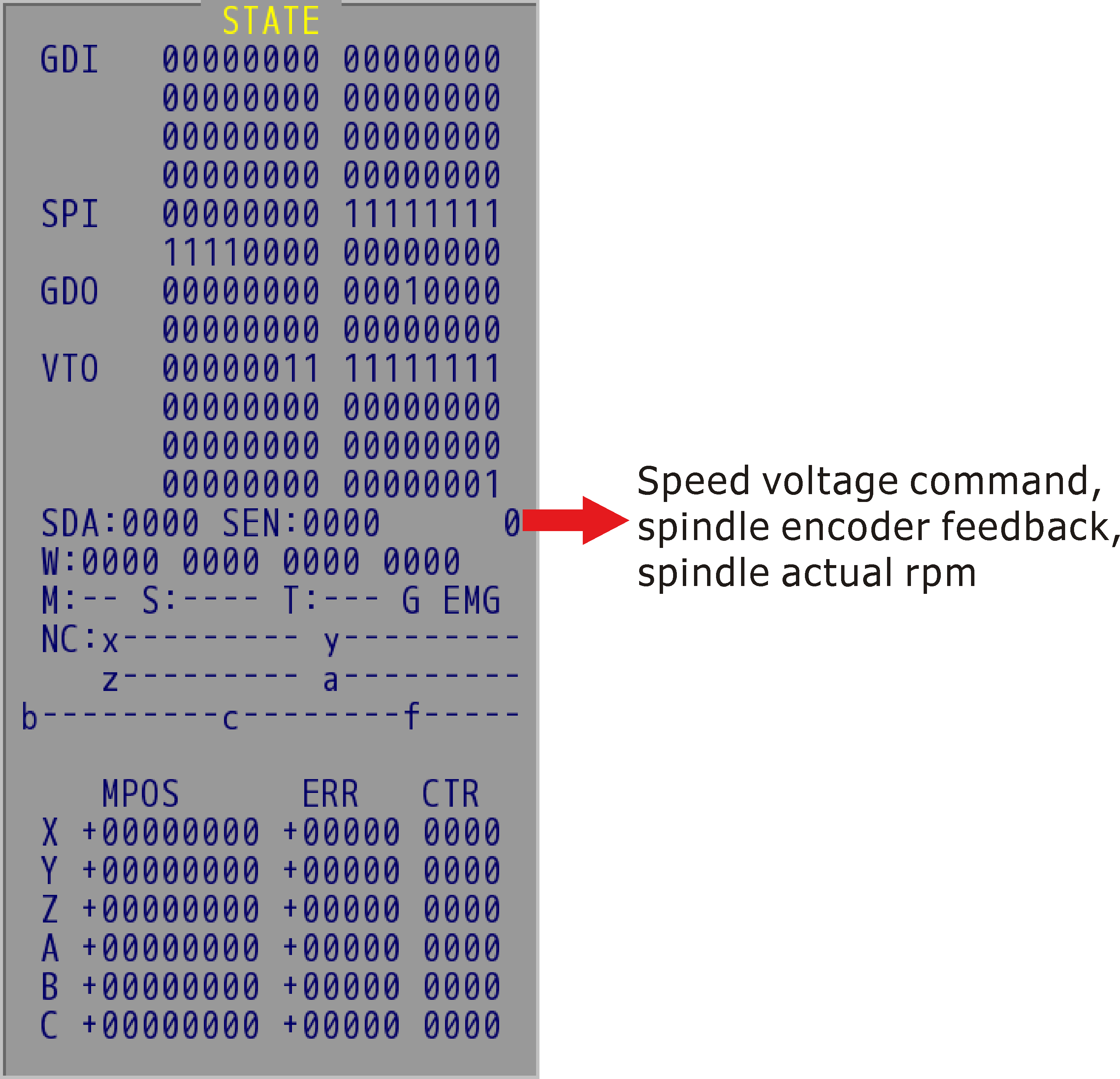
Spindle Status of Diagnosis Page 1
Third, PLC needs to modify and aware of part:
1. |
When executing rigid tapping don't change plc.axisPmySpindle.da value. |
2. |
Where plcOpen writes: |
plc.vto3.bit.V4spc = 1;//Using new spindle DA control
plc.vto3.bit.rgsda = 1;//Rigid tapping voltage command by NC
3. |
PLC order plc.vto4.bit.clsrd = 1 to initiate tapping spindle close loop control mode, thus, can within add M code to start rigid tapping spindle close loop control mode within plcRun: |
case 66:
plc.vto4.bit.clsrd = 1; //Turn on rigid tapping close loop control mode
plc.mCode.finish = 1;
break;
case 67:
plc.vto4.bit.clsrd = 0; //Close rigid tapping close loop control mode
plc.mCode.finish = 1;
break;
Or if through parameter decide whether to use Rigidity Tapping Spindle Close Loop Control Mode:
plc.vto4.bit.clsrd = paRigidTappingSpindleServoMode;
4. |
Because, when the spindle is executing rigid tapping it will call M05, thus, when opening rigid tapping spindle mode, M05 management order, don't connect driver point to OFF: |
case 5:
if(sts.mode1.mM29){
if(!plc.vto4.bit.clsrd) //if not at rigid tapping mode turn off spindle
goSpindleRun=0;
plc.vto2.bit.rgsiv = 0;
plc.mCode.finish=1;
}
.
.
.
break;
5. |
For safety consideration, when spindle close loop fail (for example encoder close loop is loose), it must stop the spindle spinning, thus, it must at the following code within the plcRun: |
if(sts.mode1.mM29 && plc.vto4.bit.clsrd)//In rigidity tapping spindle close loop control Mode
goSpindleRun = plc.axisPmySpindle.state.servoOn;
The function of the program code, when NC detect the spindle close loop failure or take too long to arrive to its in position, NC will send out alarm and delete plc.axisPmySpindle.state.servoOn to zero, during this time PLC will output spindle spinning goSpindleRun close.
Fourth, Spindle related parameter setting within machine parameter
Within Machine Parameter → Spindle → Rigid Tap Comp Table setting spindle close loop control parameter number i as the picture below:
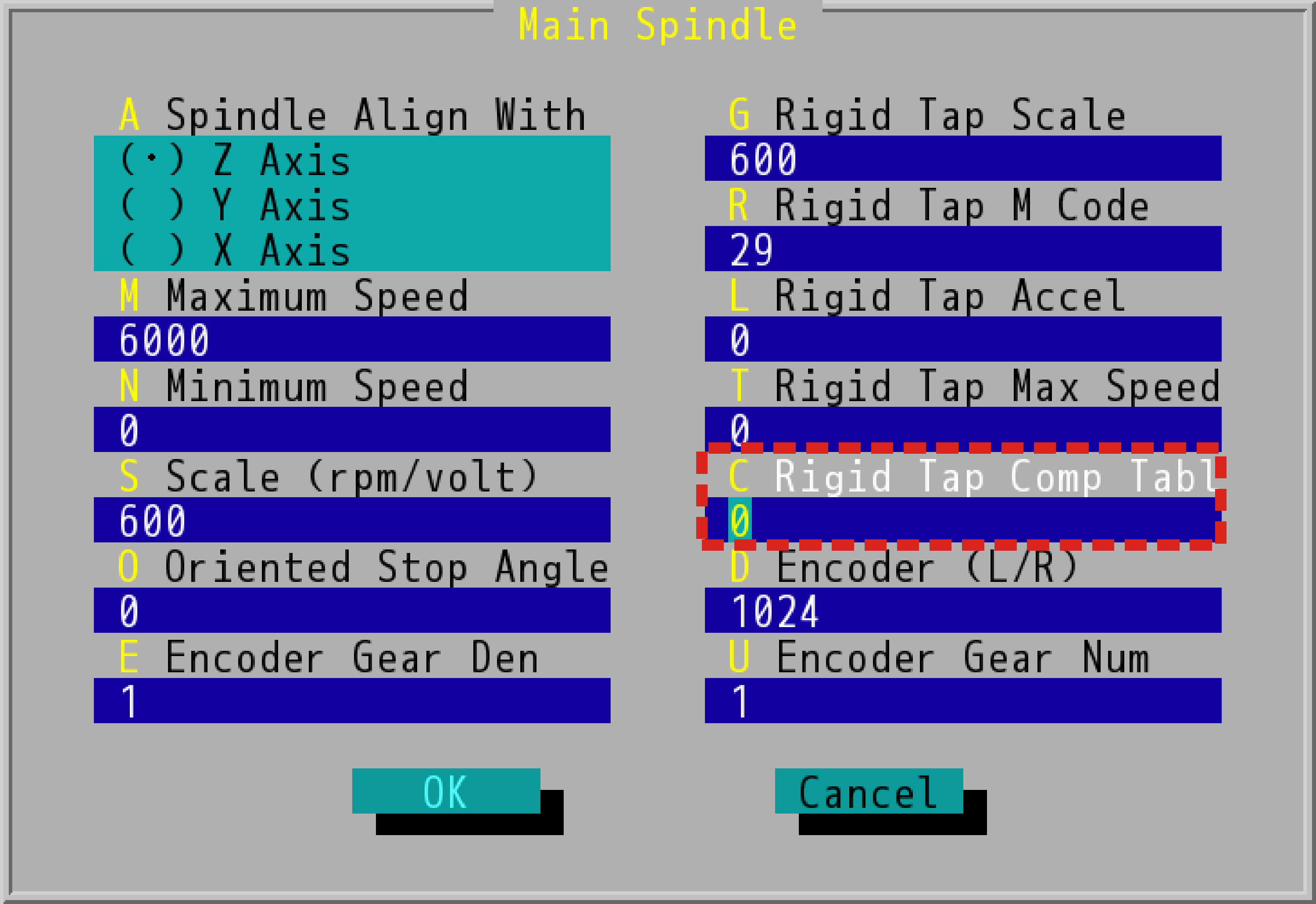
"Main Spindle" Dialog Box
According to the image above: i value setting is 200, this represent close loop controlling relevant parameter from PLC number starting from 200, the definition is as below:
PLC long data |
Definition |
i |
Position close loop gain, recommend value 30~50 |
i + 1 |
Max lag error, recommend value 10000 |
i + 2 |
In position, recommend value 30 |
i + 3 |
Zero offset |
Zero offset, adjustment method as below:
1. |
Executing G84 rigid tapping command, then stopping at the bottom for 5 second to observe the ERR value when the spindle is holding. |
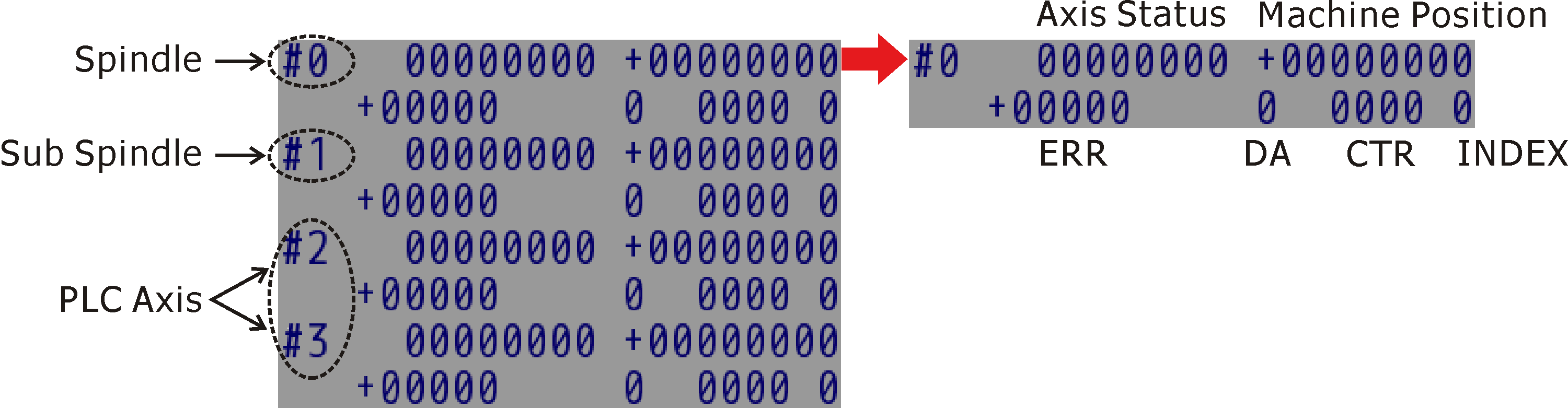
Diagnosis Page 3 Spindle State
2. |
Adjusting PLC length number i + 3. Offset value, let ERR value be close to 0. |
3. |
If ERR value is too large and not adjust, the execution rigidity tapping the CNC controller will send out the signal "576 rigidity tapping spindle motor close loop take too long to arrive" alarm message. |