3.5.4 Tool Table
When this item is selected, a "Tool Table" dialog box will appear. The following table shows Length, Radius, Length Wear, Radius Wear and Measure Height.
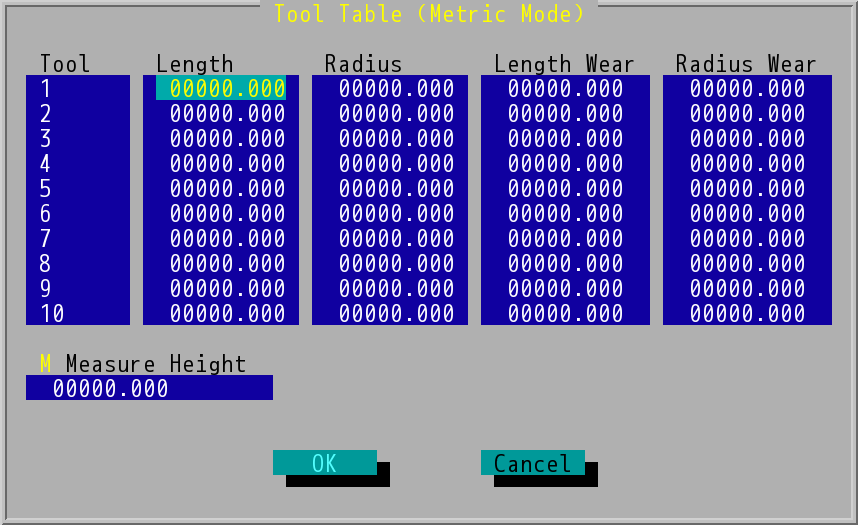
"Tool Table" Dialog Box (INCON-M84/M86)
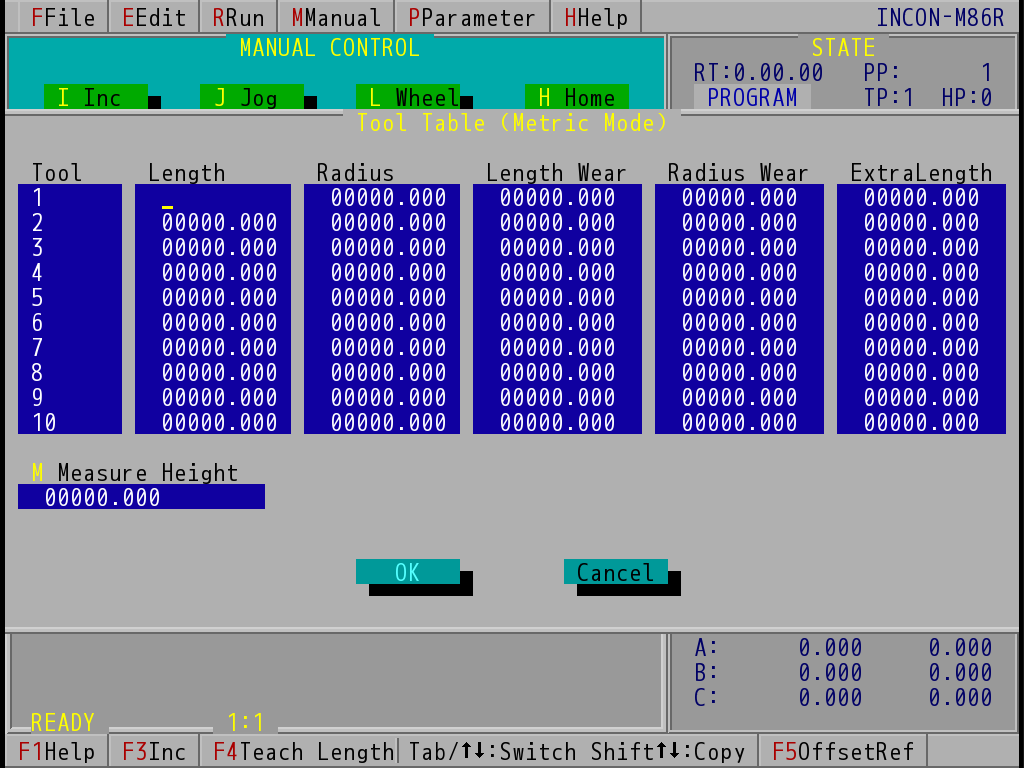
"Tool Table" Dialog Box (INCON-M86R)
- This tool table has a total of 1024 groups.
- Length: The tool length correction value, which is compared with the standard length of the tool value. Therefore, according to the length can be positive or negative.
- Length = current machine position - the reference height of the machine position value.
- Radius: The tool radius compensation value can only be a positive value. It is determined by G41/G42 to compensate the left or right.
- Length Wear: The tool used for a long time there will be a tool length wear off, in order to avoid often check the length of the compensation value, so the compensation.
- The actual tool length compensation for Length + Length Wear.
- Radius Wear: The tool used for a long time there will be radius wear, in order to avoid often check the tool radius compensation value, so the compensation.
- In the program, use the D_ code to select the tool radius compensation value in this tool compensation table, and use the H_ code to select the tool length compensation value in this tool compensation table.
- The tool radius compensation command in the program is G41 or G42, and the tool length compensation command is G43.
 Extra Length: Convenient for the user to compensate the center of the ball knife to the blade distance; Tool length compensation value = tool length + Length Wear + Extra Length.
Extra Length: Convenient for the user to compensate the center of the ball knife to the blade distance; Tool length compensation value = tool length + Length Wear + Extra Length.
Note: |
After press the shortcut key "F5 Offset Ref", the offset value of the Z-axis will be written directly to the reference height field, and then the "F4 Teach Length" can be used to quickly set the tool length value. |