3.2.5.10 Contour Pocket Side Surfacing Machining
Any closed contour shape can be automatically cut the contour side surfacing machining with tool compensation.
Format: G70.11 P_X_Y_Z_(U/V/W_)(C_)R_I_(F_)
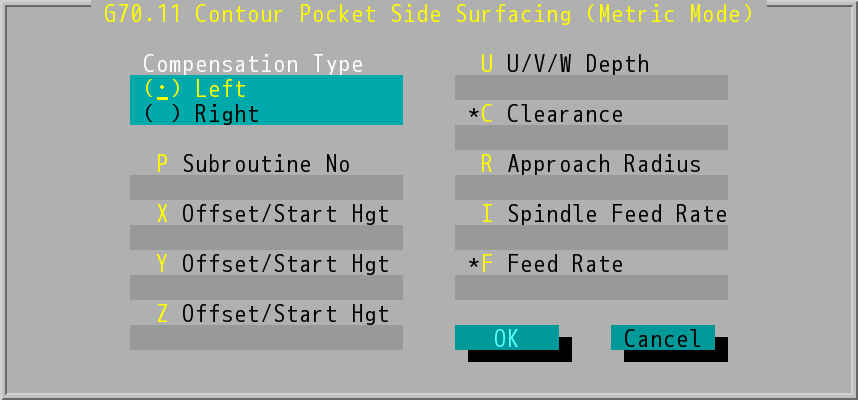
"G70.11 Contour Pocket Side Surfacing (Metric Mode)" Dialog Box
- Compensation Type: Left/Right.
- Subroutine No (P): number of subprogram which describes shape of the pocket. The subprogram is named after Oxxxx and follows main program.
- Offset/Start Hgt X/Y (X, Y): offset distance between the object and current position.
- Offset/Start Hgt Z (Z value): Z-axis value of the upper edge of the object.
- Clearance (C value): the safe starting height for machining.
- U/V/W Depth (U value): the depth of the pocket. The value is negative.
- Approach Radius (R value): the tangent entry/exit radius of fine cut.
- Spindle Feed Rate (I value): feed rate of spindle. Please refer to INCON-M84/M86/M86R Integration Manual for more information.
- Feed Rate (F value): the velocity at which the cutter is fed, the system will adopt the value set last time if users do not make any changes.
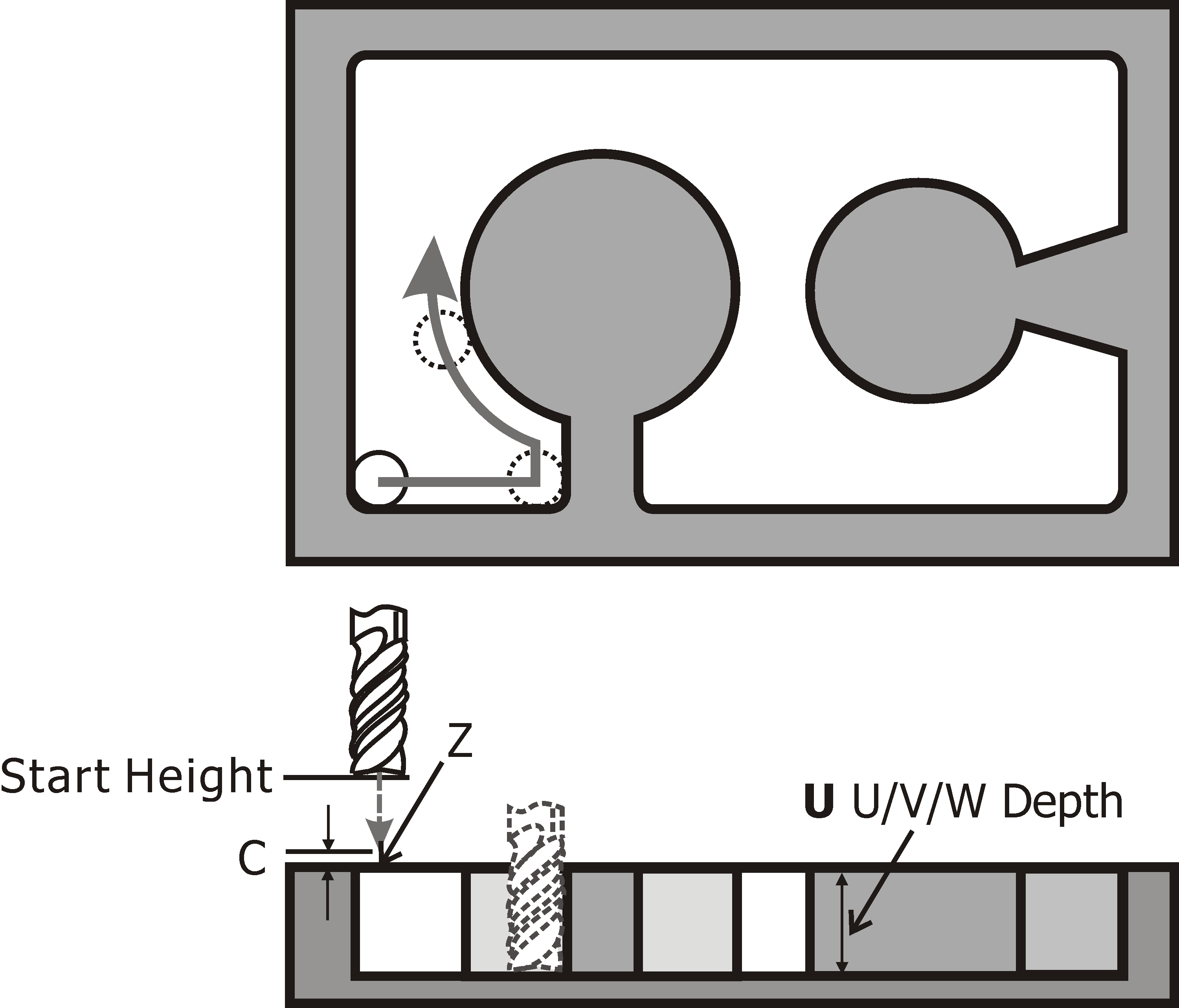
Contour Pocket Side Surfacing Machining